The contract was with one of Australia’s largest manufacturing companies for the design, fabrication and installation of some aging infrastructure. The type of job Motion does on a regular basis. In this case an acid tank. But it would not be a straightforward change-out job. The old tank was surrounded by vital production and services infrastructure which had been installed as the plant expanded. Crane access would be compromised and any misstep during installation could mean possible production downtime.
Stage 1 of the job was the preparation of the site including cutting the tank and the old pipework into manageable pieces which could be manoeuvred through and around the existing infrastructure. Attention then turned to the installation of the new unit.
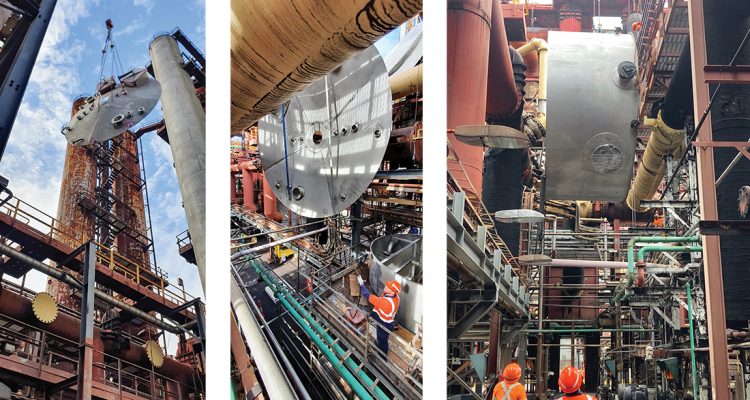
The new 4-metre high x 4.2-metre diameter circular tank would be fabricated by Motion from acid-resistant S32205 duplex stainless steel. The customer had supplied detailed drawings for the tank, which included a series of piping take-off points at different points around the perimeter. A comprehensive stair system, to provide access through the manholes in the tanks lid, would complete the replacement tank unit.
Making the tank was the easy part. Installing it among the live production pipework – including gas, ammonia and high-pressure oxygen lines and electricity conduit – was the critical part of the project.
Given the complex nature of the site, which meant no opportunity to crane a complete 6.7t tank into position, the decision was made to fabricate the tank in two pieces and weld them together in situ. (As events later showed, even this plan would require some modification.)
A 2.5-metre wide gap in the existing services pipework, relatively close to the tank site, was to be the access point. To test this installation plan Motion made a lightweight aluminium model – which could be manoeuvred by hand – of the outside dimensions of the tank.
The results of this test program had a direct impact on the rest of the project. The 2-metre high bottom section would be fabricated as a complete unit in the workshop; the top half would be fabricated on site.
At site, the bottom section was lowered sideways through the gap and as it came down a series of chain blocks attached to a number of locations on the existing infrastructure took the weight to swing the section 900 then manoeuvre it into position.
Lifting and manoeuvring the bottom section into place was not without risk to the component so Motion affiliate CMA Engineers did a feasibility study and designed a series of temporary internal braces to help maintain the section’s integrity during lifting and installation.
With the bottom half secured the components for the top section, including the internal baffle system and the shell plate sections that would form the perimeter, were brought in and welded to the bottom half.
With the tank now at its finished height, the lid could be fitted. A 4.2-metre diameter stainless steel disc – complete with a range of piping off-takes and two access ports – it too had to be lowered through the access gap, turned 900 degrees and manoeuvred into place, through a 500mm high space underneath the plant’s live services pipelines, for welding.
With the lid secured, a custom-designed stair access system was fitted.
The final stage included the installation of three large pumps – two take-off and one supply – and connecting the extensive pipework network to the new tank. Aligning the new tank to the existing pipework, to facilitate an easier connection program, had been a priority and although the test run had identified some pipework that had to be relocated prior to the new tank going in, additional redesign and rerouting of the pipe network was required to match the tank’s more than 20
take-off points.
Commissioning of the new tank is complete and feedback from the customer is positive. Good planning and an experienced Motion site service team brought what was a challenging job in on time and on budget.
