Scott Johnstone has been with CRAM for more than five years, joining the company as its first mining employee when it opened a mining division half a decade back.
Scott oversees the provision of undercarriage components in WA – including final drive systems for excavators and other undercarriage components for drill and blast oil rigs.
CRAM has since been incorporated into Motion Australia’s group of businesses. Scott says one of the big benefits of this has been scale. “Since joining Motion Australia, we’ve had the ability to place larger orders, which means a greater ability to get stock out to our clients,” Scott says. “That scale means greater flexibility. We’re able to get larger items and larger volumes of stock.”
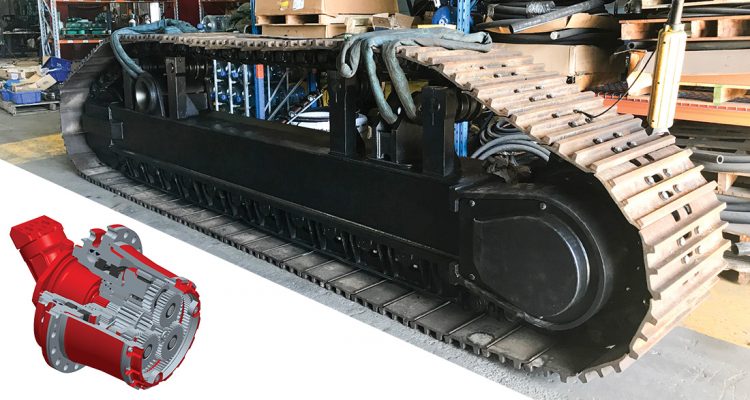
A key offering of CRAM’s is the O&K final drive system.
“O&K – originally a German brand, and still manufactured in Germany, although now owned by Bonfiglioli – is a renowned name in final drive systems,” he notes. “And CRAM has had the agency to sell O&K drives for more than 15 years – so we’ve been doing it a long time.”
Scott says that the primary benefit of opting for O&K is that it offers equal benefits to users at a reduced price.
“At the end of the day, we have an identical replacement final drive system,” he says. “So, it comes down to price and reliability. A customer should expect to get 25,000 hours – roughly three years – out of a final drive. They’re built to last a long time. But every mine site is different, and every mine site has different tramming policies and different transport methods on their site. Some sites will have low loaders – or trailers – to move their excavators, meaning they’ll last longer. Other sites don’t have that option, and so their excavators will have to tram between pits, which will increase the frequency of service intervals”.
Will Rogers, National Product Manager for CRAM Fluid Power, agrees with Scott that each mining site needs to be assessed on a case-by-case basis to ensure that our customers achieve their goals of a lowest cost per hour operation through various component programs that CRAM can offer.
“At CRAM we have a reasonable level of flexibility, though,” Will says. “We can tailor the proposal to give the end user an equal fit component at a commercially competitive price. We are also able to offer competitive advantages – if a particular site is interested in looking at a supply agreement – or can provide us with usage forecasting so we can plan the drive systems coming in, because that limits the effects on our local stock from fluctuations in demand.”
Will explains some of the final drive systems that CRAM offers for large mining class excavators.
F620 FINAL DRIVE
“The F620 Final Drive is used on 296 tonne excavators,” Will says. “We don’t currently stock this final drive in-country, although we do source them from the factory as needed. There is a limited install base for this machine in Australia, although there is still a few operating here and in Papua New Guinea. The typical lead time when ordering through CRAM would be four to five months’ production plus six to eight weeks’ shipping.”
F800 FINAL DRIVE
“The F800 Final Drive is used on 407 tonne excavators,” he says. “The machines that utilise these systems are quite popular – there are plenty of these kicking around – so we actively stock the F800 in Australia. We also offer component exchange programs for the F800 drives.”
F1100 FINAL DRIVE
“The F1100 is for 537 tonne excavators. In Australia, there is a limited install base for this machine, so we don’t stock F1100s in Australia, although again we will source them from the factory for companies as needed.”
F1300 FINAL DRIVE
“This drive system is used on 599 tonne excavators,” Will says. “Such machines are very popular in Australia and there are plenty of them operational in Australia.”
“Most sites will aspire to get 30,000 hours out of their final drives,” Will says. “There are different strategies that they will use to try and achieve this. Some sites will just take a chance and run them to destruction, while others will try and remove the final drive at between 15,000 and 20,000 hours to conduct a midlife rebuild to use it for a second turn. Although the second turn is never as long as the first.”
Ultimately, Will says, the strategy chosen will be dependent on the walking rates and machine utilisation of any one site.
“The typical time frame between final drive change-outs is every three to five years. CRAM offers opportunities to pick up the rebuilds as well as supplying new final drives.”



