With extensive multi-disciplinary engineering expertise and a considered and experienced approach to problem solving, CMA had established a reputation as the ‘go-to’ consultancy to for workable solutions. With a range of public and private sector clients CMA is value adding to industrial research and development.
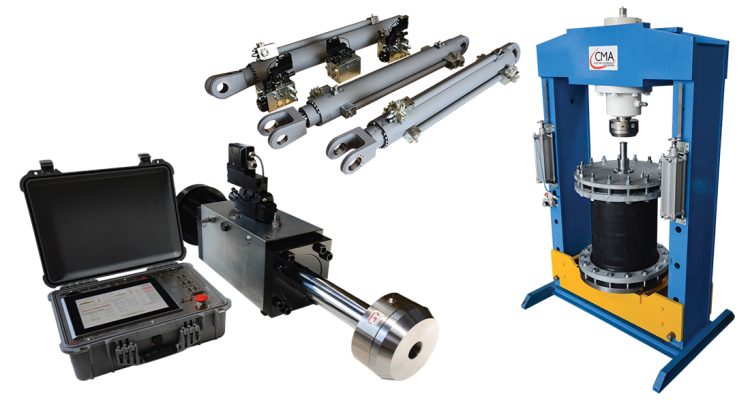
CMA has been designing and manufacturing material test equipment since the 1990s and produce a range of test controllers and actuators which along with our in- house, local engineering capabilities delivers a unique, solution focused system to our clients. Unique controller and actuator The University of Western Sydney recently took delivery of a Lab Test Controller and 400kN servo actuator. Designed and manufactured by CMA, this Lab Test Controller can be used for multiple test regimes, interfacing with a variety of test equipment in a lab setting. Its flexibility and intuitiveness is very powerful. The controller includes a customer-specific user interface operated from a 300mm touch screen that is intuitive to use across the test system environments the University will encounter.
In line with the customer’s requirements, this unit is completely portable with all the control hardware fitted within a rugged, workshop-tough case.
The CMA designed and manufactured 400kN (40 tonne) servo actuator is a complex hydraulic item that required very careful attention to design detail. Unlike the hydraulic cylinders typically found on excavators – which have internal seals to seal the different cavities from each other – the servo actuator for the University has no internal seals. That makes it essentially a frictionless cylinder and for this particular project it has been designed to operate at up to 5Hz (ie 5 cycles per second) with t a +/- 3mm amplitude. Not a typical cylinder that can be designed and manufactured by many Australian-based specialists, the design is based on careful and complex mathematical modelling. Additionally, given the very fine tolerances the cylinder is designed to operate in, the manufacture also required careful attention to detail.
Unique ‘wrist’ cylinder
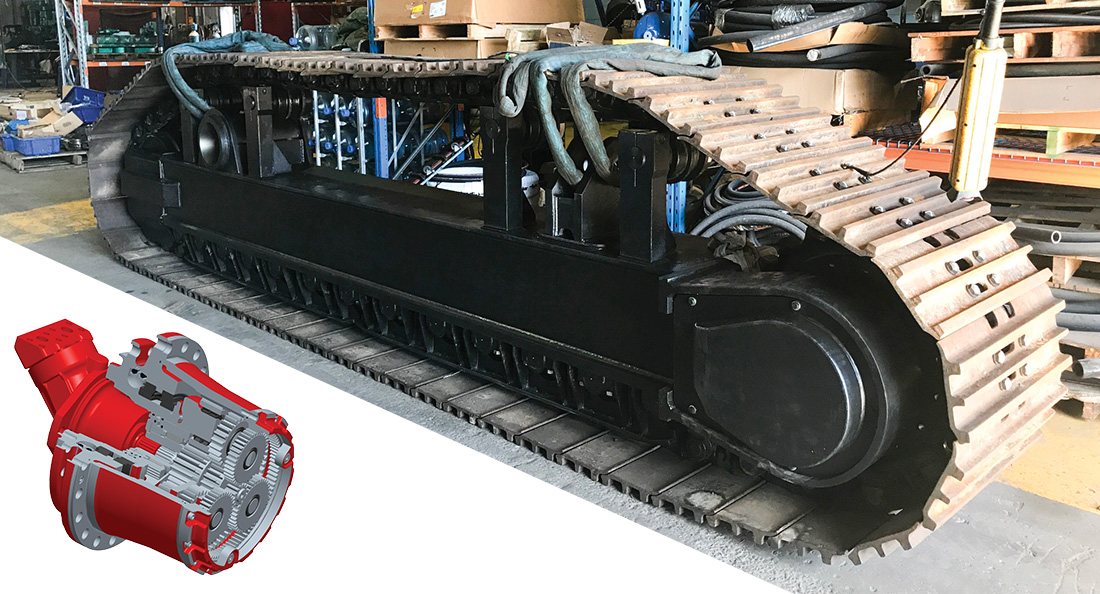
One of the world’s leading mining machine manufacturers is developing a continuous miner that will transfer the technology used in underground coal mining to the underground mining of hard rock, for example iron ore. Typically, underground hard rock is done by the drill and blast method. This involves drilling holes in the face of rock being mined, packing in explosives, firing the shot and then collecting the blasted material with a front-end loader.
This new machine will take the proven technology of continuous mining in what is generally accepted as soft rock – coal – and introduce it to hard rock mining. CMA had been engaged to design and manufacture the unique ‘wrist’- type cylinders that will articulate the machine’s cutter head as it mines the ore. Along with the robust construction needed to meet the tough work environment of a hard rock mine, these specialised cylinders have been designed with integral gland cooling to account for the required high frequency operation – up to 50Hz – of the cutter head, inducing atypical heat levels into the gland. The cylinder design is the result of ongoing professional collaboration between CMA and the manufacturer; a collaboration that has, on more than one occasion, given the manufacturer an engineered solution and a competitive edge in its industry.
Tri-axial test frame and cell
A Sydney-based civil engineering consultancy that specialises in bespoke foundation design and geomechanical testing needed a large-scale tri-axial test rig and test cell. Commonplace among civil engineering consultancies, tri-axial tests are used to determine the shear strength of a soil sample and provide improved research and knowledge for design engineers to accurately and efficiently design suitable building foundations for the area where the soil sample was taken.
The design for the unit was essentially straight forward. CMA had designed and built a number of similar rigs. The challenge was in the physical size required. Most triaxial test rigs are small size – laboratory size – but this rig was on an industrial size which called for some changes in mechanical and hydraulic engineering and some rethinking of the material to be used given the forces the new, larger rig would be operating under. The design outcome was a collaborative approach between CMA and the client to arrive at the final product that is now used extensively to inform and support the designs for critical building foundation systems. These projects, and the hundreds more like them CMA have completed, demonstrate the efficiency and effectiveness of an integrated multi-disciplinary engineering team to work collaboratively with clients to solve unique problems and ultimately add value to the client’s business.