When an inclined belt conveyor has issues on a mine or quarry site, it not only has severe cost implications but can be a safety hazard too.
Standards Australia dictates that any inclined conveyor must have a safety anti-runaway device. So, when Brenton Jones, Senior Sales Manager for CBC Adelaide, heard that his customer’s conveyor belt was freely rotating backwards, he knew it was a potential safety hazard. He consulted with Tony Voiklis, the Power Transmission /Application Engineer Manager for Motion Asia Pacific with SA/NT, to come up with a solution.
“Whilst talking with the customer, Brenton heard that they were having issues with a conveyor. The current gearbox and motor setup was displaying problems – it struggled to move the load at times and the conveyor belt was freely rotating backwards when the motor stopped, thus presenting a safety concern and hazard,” explains Tony. “Brenton has an excellent relationship with his customers and always provides the highest level of customer service. He obtained and ascertained all the conveyor application details, conveyed these to me and we worked together
on a solution.”
The solution came in the form of a redesigned and upgraded Bonfiglioli bevel helical gearbox with a TECO E3 IP66 mining spec motor. It also included an internal backstop and synthetic oil with dust covers.
“Electrical running costs are now reduced due to the Bonfiglioli bevel helical 97% efficiency gearbox and the TECO 22kw MAXe3 mining spec high efficiency electric motor,” Tony expands. “Synthetic oil enables the gearbox to run cooler in the summer months with 24 months oil changeover intervals and the dust cover protects the gearbox original output seal. Importantly, the internal backstop will now hold the conveyor belt and stop it from freely rotating backwards eliminating any safety hazards and/or risks.”
Tony has been working in the power transmission industry for nearly 32 years and has developed good solid relationships with customers and product suppliers. He also recognises the urgency and safety standards for conveyors and associated equipment.
“According to the Standards Australia AS1755-2000, Section 2.2.3.2, ‘any conveyor which can run away due to effect of gravity shall be provided with device(s) which will automatically prevent runaway’,” he cites. “For example, stopping an inclined belt conveyor from rotating backwards when the motor has stopped and/or in the event of failure of the equipment.”
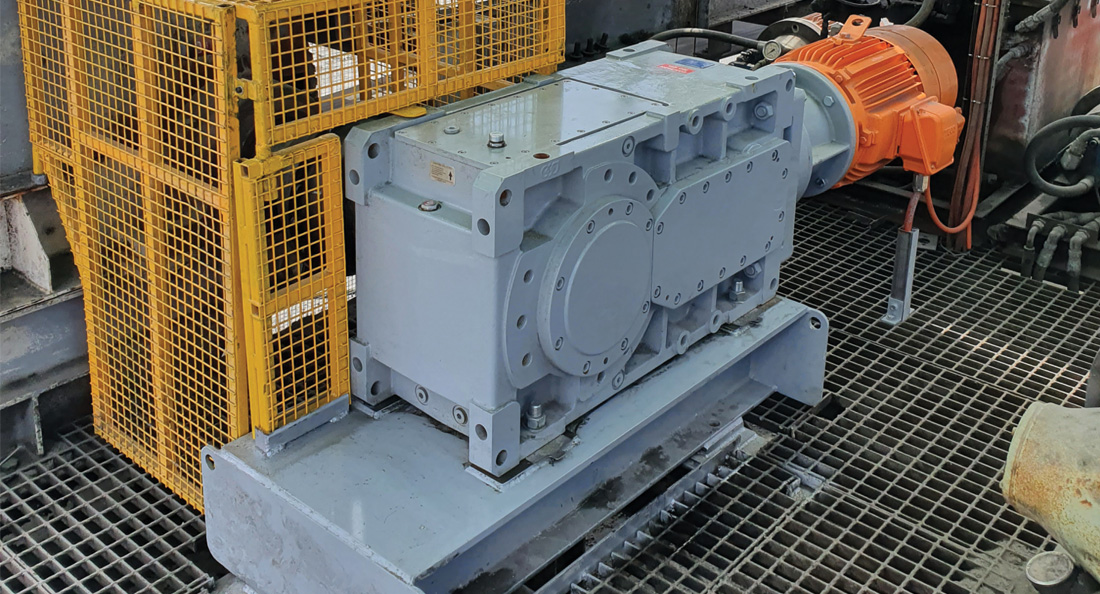
When engaged on this particular application, Tony noted that the customer’s inclined belt conveyor had an old right angle ‘worm gearbox’. He determined that it would be more costly to replace due to lower demands and inefficiencies. An upgrade was well overdue, and with Tony’s field experience and product knowledge, he immediately redesigned and upgraded to a newer right angle bevel helical gearbox.
“As a general rule, worm gearboxes are only 75% efficient, thus having a 100kw motor input power will only provide 75kw of output workable power,” he explains. “Bevel helical gearboxes are 97% efficient, meaning with a 100kw motor input power you’re getting 97kw of output workable power. This translates to approximately 30% more power advantage over a worm box.”
He approached Bonfiglioli to supply a bevel helical model A703.
“Bonfiglioli are a reputable branded gearbox manufacturer and supplier, and the Bonfiglioli bevel helical model A703 has a solid output shaft and an internal safety backstop. This meets and satisfies the Standards Australia requirement of having an anti-runaway device for an inclined conveyor,” he elaborates.
While the outcome of the change-out has resulted in over $5000 worth of cost savings, resolving the safety hazard was of prime importance.
“There is no price on safety,” says Tony. “Engaging our sales and engineering team to re-design your conveyor drive requirements is easy and will ensure you are meeting the Standards Australia requirements. Just phone or email us and we will do the rest.”
Ask Miner Maddie:
As a general rule, worm gearboxes are only 75% efficient, thus having a 100kw motor input power will only provide 75kw of output workable power.