Refuelling mobile equipment on mine sites can be challenging if operators must rely solely on traditional stationary diesel storage tanks that are in a fixed location on site. Operators lose time driving mobile equipment back to refilling stations, which slows down their productivity and burns up additional diesel fuel during the trip.
A more flexible and cost-effective solution for mining operators is a portable diesel transfer pump. There are hundreds of different applications for diesel transfer pumps, which makes them one of the most essential pieces of equipment on the market.
The advantages of investing in a diesel transfer pump are that they allow for convenient, accessible, lightweight, fuel transport while working in the field. Where safety is a concern or the risk of leaks and spillage, diesel refuelling pumps can also be used safely in a variety of environmental conditions– however dirty, dusty or remote–as they provide a secure storage solution for clean transfer.
Selecting the right diesel transfer pump can be daunting unless operators know exactly what to look for. There are a number of factors to consider such as the type of vehicle being used; manual versus electric pump arrangements; the distance fuel will be pumped; flow rate; available power sources; and site conditions.
Motion Australia’s knowledgeable fuel transfer experts regularly provide consult to mining operations through their national network of branches, as well as joint site calls with keys strategic suppliers of fuel transfer solutions.
At the forefront of these partnerships is Australian owned and operated Alemlube who are well-recognised for their innovative off-the-shelf fuel transfer, storage, and dispensing solutions that can maximise vehicle uptime while reducing maintenance and operational costs.
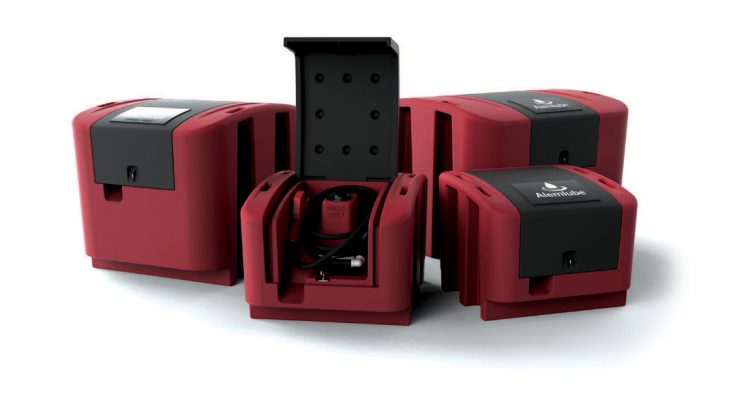
The new Alemlube 12V lockable diesel refuelling storage and dispensing kits
Designed to be a practical, user-friendly solution using the latest diesel fuel tank technology, the Alemlube 12V lockable diesel refuelling storage and dispensing kits consist of a locally manufactured polyethylene tank with built in nozzle holster, a 12V patented Italian manufactured pump, a four‑metre‑long antistatic fuel delivery hose, two‑metre‑long battery cables, and an auto shut‑off nozzle.
The unique lockable design allows the hose and nozzle to be used even when the lid is closed and locked. This feature also reduces the risk of contaminating the pump housing compartment while in use.
Available in four sizes – 100 litre tank capacity, 200 litre, 450 litre and 600
litre– the robust design of Alemlube’s lockable diesel refuelling storage and dispensing kits makes them ideal for heavy industrial applications.
To speak to a technical representative about fuel transfer solutions for your site, contact your local Motion Australia branch today.
Why Maddie the Miner recommends Alemlube Lockable Diesel Refuelling Storage and Dispensing Kits
- Lockable and secure
- Heavy duty polyethylene tank
- Unique user-friendly design
- Dispensing kit components security
- 12V Italian manufactured pump
- 4m long antistatic fuel delivery hose
- 2-metre-long battery cables
- Built in nozzle holster
- Auto shut off nozzle
- Forklift lifting points
- Tie down capability
- Tank baffles aid vehicle stability
- Suits all single and twin cab utes
- Dispensing rates of up to 50 L/min



