V-belts employed in food and beverage (F&B) processing industries are often subject to extreme temperatures and need to withstand high pressure washdowns. This is why choosing a v-belt that is designed to perform in these conditions can make a significant difference to an operation.
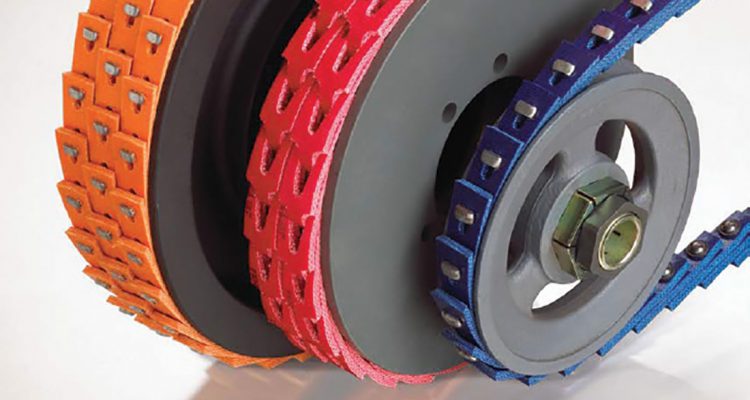
According to Steve Hittmann, CBC’s National Product Manager for Mechanical Drivesystems and Belt Drives, the High Performance Composite (HPC) PowerTwist v-belts by Fenner Drives have been designed to excel in harsh industrial conditions and provide cost-savings in installation time, maintenance, and inventory.
“PowerTwist v-belts are a commendable choice for those in the F&B or agricultural sectors because of their high performance in extreme temperatures, resistance to water and ability to endure industrial grade solvents and disinfectants used in washdown,” Steve explains. “Simply put, their performance is unaffected by hostile conditions, which means they can last up to 15 times longer than conventional rubber v-belts.”
More importantly, Steve says the PowerTwist v-belts are easy to install and practical to keep in stock.
“These HPC belts can be installed within minutes and without having to dismantle an entire drive system and its components,” says Steve. “Also, PowerTwist is made to length on site. You simply pull the belt off a roll and join it up to the required length, eliminating the need to purchase and store numerous lengths of belts in different lengths.”
Steve says the ‘quick connect’ PowerTwist belt designs are unique to Fenner’s HPC range.
“These provide for easier and faster belt installation, even on captured or restricted access drives – no tools are required,” he elaborates. “Belts are easily made up to the required length by hand and can be rolled onto a drive like a bicycle chain, within seconds. There’s no need to dismantle the drive components or change the existing pulleys because these v-belts run in industry standard pulley grooves.”
The PowerTwist is considered an ‘industrial workhorse’ with multiple applications within the F&B and agricultural sectors that span conveying, heating, ventilation, and air conditioning (HVAC) or agricultural applications such as hay baling.
PowerTwist installation and tensioning
How To Measure
Once you have determined the required pitch length of the belt, measure from the second empty hole on the last link to the end of the tab. Subtract one link in every 24 for Z, A, and B sections and one link in every 20 for a C section. For multiple belt drives, count the number of links in the initial belt and make additional belts the same number of links. Then lay the original belt on a table along with the additional belts side by side to ensure correct lengths and matched sets.
Assembly
• Always work with the belt inside out, with the tabs pointing outward.
• Place end tab through two links at once.
• Flex belt further and insert second tab through end link by twisting tab with thumb.
• Ensure tab returns to position across belt. Reverse belt so tabs run inside.
Installation
1. Make PowerTwist belts to correct pitch length and then install as you would an endless belt.
2. Move motor to reduce centre distance.
3. Place all belts in correct position. Where necessary to thread belts through confined spaces or around shafts without moving bearings, it is necessary to make the belts ‘in site’. Some reduction in pulley centre distance is still necessary for ease of assembly.
4. Move motor back into position, applying the correct tension.
5. Secure motor tightly.
Tensioning
This method of belt tensioning uses the Fenner Belt Tension indicator.
1. Calculate the deflection distance in mm on a basis of 16mm per metre of span: [Centre Distance (m) x 16 = Deflection (mm)].
2. Set the lower marker ring at the deflection distance required in mm on the lower scale.
3. Set the upper marker ring against the bottom edge of the top tube.
4. Place the belt tension indicators on top of the belt at the centre of span and apply a force at right angles to the belt deflecting it – to the point where the lower marker ring is level with the top of an adjacent belt.
5. Read off the force value indicated by the top edge of the upper marker ring.
6. Compare this force to the kgf value in the table below.
It is important to retension all drives after an initial run-in period. On fixed centre drives it may be necessary to remove a link from each belt for proper retensioning.
• Please note that in single belt drives a straight edge should be placed across the two pulleys to act as a datum for measuring the amount of deflection.
• If the measured force falls within the values given, the drive should be satisfactory. A measured force below the lower value indicates under-tensioning.
• A new drive should be tensioned to a higher value to allow for the normal drop in tension during the running-in period.
• After the drive has been running for 30 minutes, the tension should be checked and re-adjusted to the higher value if necessary.
| Belt Section | Force required to deflect belt 16 mm per metre of span
|
||
| Small Pulley Diameter (mm) | Newton (N) | Kilogram Force (Kgf) | |
| Z | 56-90 | 10-15 | 1.0-1.5 |
| A | 80-140 | 15-20 | 1.5-2.0 |
| B | 125-200 | 25-35 | 2.6-3.6 |
| C
|
200-400 | 45-65 | 4.6-6.6 |



