A bespoke longwall chain tensioner is maximising the operating potential and safety characteristics of the new AFC ribbed chain.
Developed in a collaboration between Motion Australia’s fluid power business unit CRAM and consulting mechanical engineers PHD Engineering, the new tensioner has been developed to maintain the integrity and functionality of existing chain tensioning systems while taking the construction of the AFC chain into consideration. The new tensioner is to also improve reliability and efficiency.
The AFC chain is structurally different in that it has a steel rib across the middle of each link, which makes it incompatible with existing chain tensioners. The new tensioner is designed to clamp over the chain, rather than the traditional hook-the-link system.
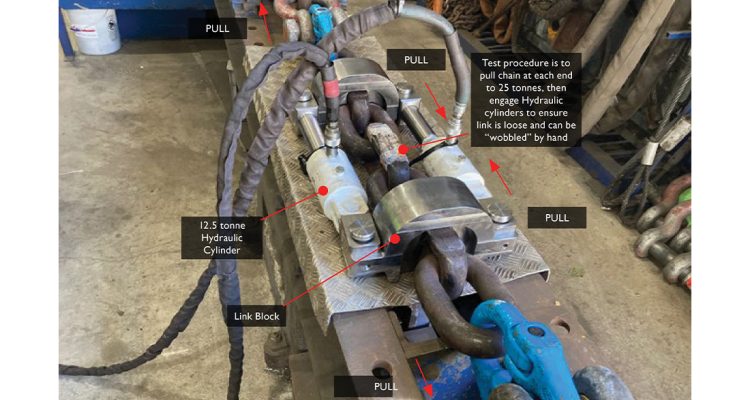
Correct tensioning of the longwall chain is vital for the smooth operation and performance of the conveyor. A hydraulic control circuit, operating through dual hydraulic cylinders, initially tensions the conveyor to a start-up force which will avoid any breakaway friction. Once the conveyor is operating at optimum efficiency, the tensioning is reset to a (generally) reduced level of force – a level that allows for normal operation and avoids overstressing any components.
At this stage of the design process, and because of their experience in the maintenance and servicing of longwall chain tensioners and particularly the cylinders used on such systems, CRAM was called in. The design of the new chain tensioner would see the level of efficient functionality retained however the new components in the system – to account for the different structure of the chain – would require more robust hydraulic components.
Aware of the physical and mechanical design characteristics of the new tensioner, along with the expected start-up and normal operation service load hydraulic pressure demands the system would make on the hydraulic circuit, CRAM’s first step was a more robust cylinder.
It had been determined that the system operating pressure would be 450 bar maximum, which would deliver around 28 tonnes of pull force. This level was well within the mine’s requirement of 25 tonnes and would protect the hydraulic components from excessive operational stress and potential failure. Additionally, this level was easily achievable from the hand pump used to prime the system prior to start-up. CRAM completed the entire cylinder manufacture in house and utilised our broad range of suppliers for componentry and raw materials.
In a novel approach, the existing tensioner was reverse engineered, and with the knowledge and data from that step, a more robust cylinder was developed to suit the new connections designed by PHD Engineering. Through the reverse-engineering process, CRAM used the key characteristics – stroke, barrel internal and external diameter, rod diameter and pin-to-pin distance – to develop a design that replicated the existing arrangement but took into the account the structural/ mechanical changes to the tensioner. The design was reviewed and approved prior to manufacture and supply to PHD Engineering for assembly and final testing before installation and commissioning at site.
The new tensioner is working to design and specification. At the time of writing, it had been fully tested – both for operation and with a 200 per cent proof load – and certified by a NATA-accredited testing authority. The involvement of CRAM is this project has again highlighted the company’s experience in specialist hydraulics. With all design, manufacturing and assembly completed in-house, quality control could be managed and maintained to meet the standards expected by our client.



